


Главная / Отраслевой блог / Смыкание прессформы в экструзионно-выдувном формовании
Смыкание прессформы в экструзионно-выдувном формовании
| Автор — Станислав Забелин Опубликовано в сети: 02 декабря 2015 года В печатной прессе: №8, 2015 журнала «Пластикс» |
 |
Как и во многих других методах переработки пластмасс, в экструзионно-выдувном формовании присутствует процесс смыкания. Здесь две полуформы прессформы сжимают заготовку (расплавленный экструзионный рукав), давая старт процессу дальнейшего формования готового изделия. В отличие, например, от литья под давлением процесс смыкания прессформы в экструзионно-выдувном формовании в гораздо меньшей степени пригоден для теоретических обсчётов «на берегу», менее предсказуем и, главное, менее изучен. Вместе с тем, смыкание прессформы в экструзионно-выдувном формовании имеет огромное влияние на весь технологический процесс, большее, чем кажется многим, поэтому понимать и правильно управлять им совершенно необходимо для организации эффективного производства.
Прежде всего, следует разобраться с базовыми вещами и некоторой терминологией. Смыкание в ЭВ-формовании решает две задачи. Первая задача состоит в том, чтобы пережать кромку, разделяющую заготовку (фрагмент рукава) на часть, идущую на формование изделия, и на часть, остающуюся на облой. Вторая задача – противодействовать открытию прессформы вследствие давления сжатого воздуха, подаваемого внутрь заготовки для её формования.
Линия пережатия
Ключевое понятие при изучении смыкания прессформы — линия пережатия. Линией пережатия (в англоязычной терминологии — pinch line) считается вся длина вышеупомянутой кромки, пережимаемая прессформой для отделения полезной части заготовки от облоя. Область прессформы, ответственная за это действие, называется обрезной кромкой (cutting edge).
Длина линии пережатия в первую очередь зависит от дизайна изделия, и здесь их все можно классифицировать на четыре основные группы:
А) Ёмкости без плечевого облоя
 |
|
Флакон для косметических средств марки Natura Siberica (производится компанией «Первое Решение» в Московской области на экструзионно-выдувной машине SMC 1000DTC). |
Это, как правило, самые простые флаконы, бутылки и банки, где разница в диаметре горловины и основного тела изделия не столь велика, и, таким образом, рукав по своей ширине не заходит за пределы горловины. При выдуве таких изделий линия пережатия возникает только по дну флакона и очень часто даже не во всю его ширину.
Б) Ёмкости с плечевым облоем
 |
|
Флакон для косметических средств марки Organic People (производится компанией «Первое Решение» в Московской области на экструзионно-выдувной машине SMC 1000DTC). |
Сюда можно отнести широкие, овальные, плоские флаконы или круглые бутылки, где разница в диаметре горловины и ширины тела довольно большая (более 3–4 раз). Раздуть подобные изделия из узкого рукава не получается из-за плохого распределения материала на наиболее удалённые фрагменты и углы флакона, поэтому рукав делают широким, и при смыкании прессформы линия пережатия появляется не только по дну, но и слева, и справа от горловины на т.н. плечах флакона.
В) Ёмкости с ручкой
 |
|
Флакон для бытовой химии марки «Ушастый нянь» (производится компанией «Крафт» в Иркутской области на экструзионно-выдувной машине SMC 5000TC). |
Бутылки и флаконы с ручкой, канистры можно отнести к своей отдельной категории. При производстве этих изделий рукав в любом случае должен быть достаточно широким, чтобы полностью охватить ручку (в противном случае ручка просто не будет раздута). Это, во-первых, означает, что, скорее всего, рукав по ширине будет практически совпадать с общей шириной изделия, а значит линия пережатия будет идти и по всему дну и по всем плечам (или по большей их части). Во-вторых, линия пережатия пройдёт также по всему внутреннему контуру ручки, ведь фрагмент рукава, оказавшийся внутри неё, относится к облою и требует пережатия. Если у изделия две ручки, то его линия пережатия будет ещё больше.
Г) Технические изделия
 |
|
Лейка 5 литров (производится компанией «Биконт» в Свердовской области на экструзионно-выдувной машине SMC 30S). |
К этой группе для простоты обобщения мы относим все сложные по геометрической форме изделия неупаковочного применения. Самые яркие примеры: садовые лейки или автомобильные воздуховоды. У таких изделий зачастую длина линии пережатия равняется длине всего контура конечной детали, или же составляет 60–90% длины этого контура.
Далее возникает вопрос как трансформировать полученное значение длины линии пережатия в требование по усилию смыкания. На этот предмет в иностранной литературе можно встретить целый ряд рассуждений и расчётов, но по результатам реальной работы наиболее точной и простой для понимания показала себя следующая формула:

Фактор материала введён поскольку в ЭВ-формовании используется не только полиэтилен низкого давления, но и другие материалы, такие как ПЭВД, ПП, ПК или сополиэфиры ПЭТ, и требуемое усилие пережатия для данных материалов различается довольно сильно. Для указанной формулы фактор материала выведен следующим образом:
- ПЭНД – 550
- ПЭВД – 450
- ПП – 950
- ПК / Сополиэфиры – 1100-1200
Формула неслучайно приведена в «американских» единицах измерения, ведь именно в США экструзионно-выдувное формование получило наиболее широкое и массовое применение, и наибольшее количество специалистов-практиков по выдуву работает именно в этой стране.
Если упростить формулу и перевести её в более привычную нам метрическую систему измерений, то получим, что для пережатия 1 см ПЭНД требуется приблизительно 1 кН усилия (для ПЭВД соответственно 0,8 кН, для ПП — 1,65 кН, а для ПК и Сополиэфиров около 2–2,2 кН). Очень важно уяснить и всегда помнить, что длина линия пережатия изделия прямо пропорционально влияет на требуемое усилие, а также то, что длину линии пережатия изделия всегда необходимо умножать на количество гнёзд в прессформе.
Сжатый воздух
Вы могли обратить внимание, что в вышеприведённой формуле результирующее значение называется усилием пережатия (а не усилием смыкания). Чтобы рассчитать общее усилие смыкания, необходимо также учесть влияние сжатого воздуха.
Усилие, требуемое для запирания прессформы против сжатого воздуха, считается классическим методом: умножением площади проекции изделия на давление воздуха. Например, если у нас прямоугольный плоский флакон с шириной 6 см и длиной 12 см, и если мы выдуваем его давлением воздуха в 7 бар, то для противодействия воздуху необходимо примерно 5 кН усилия на каждое гнездо такого флакона. Площадь проекции горловины в расчёте не участвует, поскольку выдувной дорн её полностью закрывает. Для более геометрически сложных форм площадь проекции считается с большей скрупулёзностью, но в целом вполне допустим и её приблизительный расчёт с некоторым запасом в большую сторону.
Основной спорный момент заключается в том, как сопоставлять полученное требование по усилию пережатия и требование по усилию запирания против сжатого воздуха. Некоторые англоязычные источники утверждают, что следует опираться на большее из полученных значений, поскольку сначала происходит пережатие облоя, а лишь затем после полного смыкания прессформы подаётся воздух, и, таким образом, это якобы последовательные никак не пересекающиеся процессы. Теоретически это утверждение кажется верным, но реальный практический опыт автора показал, что процессы пережатия кромки и противодействия сжатому воздуху всё-таки связаны.
Та грань, где заканчивается пережатие и начинается давление выдува, на самом деле размыта и зависит от множества параметров технологического процесса, таких как скорость и динамика смыкания прессформы, настройки стадий выдува, дизайна самого изделия, конструкции пресс-канта и др. Мы настоятельно рекомендуем для гарантированного исключения ошибок при подборе общего усилия смыкания для проекта суммировать рассчитанное усилие для пережатия кромки с усилием противодействия сжатому воздуху — очень велика вероятность, что в какой-то, пусть и небольшой, промежуток эти два усилия будут действовать одновременно, и этого будет достаточно для возникновения негативных эффектов (о них в конце статьи).
Так автор работал, в частности, с проектом, где уменьшение давления воздуха с 8 до 4 бар снижало усилие по расчётам на 20 кН — с 160 кН до 140 кН (оба значения с учётом всех гнёзд и суммы усилия пережатия и усилия противодействия воздуху). При этом усилие смыкания, создаваемое машиной, составляло 150 кН, и его хватало для работы при давлении воздуха 4 бара, но уже не хватало для работы с давлением 8 бар, т.е. в данном случае совершенно точно общее требуемое усилие составляло полную сумму двух обсуждаемых типов усилий, несмотря на теоретические выкладки о последовательности процессов.
Реализация усилия смыкания
Создаваемое станком усилие смыкания для гидравлических выдувных машин определяется двумя равнозначными факторами: типоразмером гидроцилиндра смыкания и давлением масла, подаваемым в цилиндр в момент запирания. Поскольку в экструзионно-выдувных машинах механизм узла смыкания, как правило, имеет довольно простую кинематику, то принято считать, что обеспечиваемое усилие смыкания приравнивается к номинальному толкающему усилию гидроцилиндра. Толкающее усилие, в свою очередь, высчитывается стандартным способом, принятым в гидравлической науке, а именно умножением давления масла на площадь гильзы (bore в англоязычной терминологии) цилиндра. Так гидравлический цилиндр с гильзой диаметром 125 мм при давлении масла 100 бар обеспечивает усилие в 122 кН.
 |
|
Фрагмент чертежа гидроцилиндра смыкания экструзионно-выдувной машины SMC 5000DTC с диаметром гильзы 140 мм. |
Если диаметр гильзы цилиндра фиксирован и известен заранее, то давление масла является переменной величиной. При работе машины давление гидравлического масла, во-первых, изменяется динамически по мере его расхода на обеспечение движений различных цилиндров, во-вторых, регулируется с помощью предохранительного клапана. В результате, чтобы понять какое конкретно усилие обеспечивается гидроцилиндром, необходимо отследить под каким давлением масло подаётся в него именно в момент смыкания. Зачастую в момент смыкания система не может обеспечить такое же давление масла, как во время других фаз работы машины (например, 80–90 бар в момент смыкания при 110–120 барах в другие моменты), поэтому, изучая «каталожные» значения параметров усилия смыкания, при выборе конфигурации машины важно точно выяснить при каком давлении масла обеспечивается заявленное усилие, и обеспечит ли вообще гидросистема такое давление при реальной работе.
По обеспечиваемому давлению гидравлические системы экструзионно-выдувных машин можно разделить на три условные категории: системы с рабочим давлением 80–120 бар, с рабочим давлением 140–160 бар и с рабочим давлением 180–220 бар. Конечно, это не жёсткие нормативы, и существуют промежуточные системы, а также системы, работающие с более широким диапазоном (например, от 120 до 220 бар). Существуют также комбинированные системы, где на смыкание прессформы отведён отдельный гидравлический контур со своим насосом и со своим рабочим давлением, в то время как остальные движения обслуживает контур с более низким давлением.
Гидросистемы с давлением 80–120 бар обычно способны обеспечить усилие смыкания не более 100–150 кН — чтобы «выжать» из них больше, цилиндр смыкания должен быть несоразмерно большим, что влечёт и механический дисбаланс, и чрезмерное время на заполнение маслом такого цилиндра. Для средне- и крупнотоннажных машин (150–300 кН) наиболее рациональными выглядят системы с раздельным контуром на смыкание и на остальные движения. Это позволяет использовать высокое давление только там где это действительно нужно (на смыкание), а для менее ответственных, с точки зрения усилия движений (каретка, выдувной дорн, кивок, обрубки), использовать небольшое давление (например, 80–90 бар), что обеспечивает лучшие условия эксплуатации и долговечность гидравлических комплектующих.
Разновидности узлов смыкания экструзионно-выдувных машин
Все основные варианты исполнения узлов смыкания экструзионно-выдувной машины можно рассмотреть на примере модельного ряда компании SMC.
Узел смыкания с двумя направляющими колоннами по противоположным углам плиты
Цилиндр смыкания расположен сзади по центру плиты. Раскрываясь, цилиндр давит на центр задней плиты и синхронным усилием другим концом притягивает переднюю плиту по двум направляющим колоннам, расположенным в правом нижнем углу и в левом верхнем.
Это первый узел смыкания, с которого вообще начались в 1960-х годах экструзионно-выдувные машины с верхним выдувом и кареткой, перемещающейся из позиции «под головкой» в позицию «под выдувным дорном». Данная концепция обеспечивает очень хорошее распределение усилия по поверхности плиты, и её единственный минус — невозможность передачи изделия на позицию автоматического удаления облоя (мешает правая верхняя колонна).
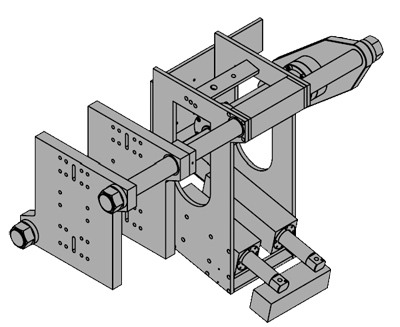
Узел смыкания с нижним расположением направляющих колонн

Для возможности передачи изделий в сторону в позицию для удаления облоя был разработан узел смыкания с нижним расположением направляющих колонн. Принцип синхронного давления на центр задней плиты с одновременным притягиванием передней сохранился, но колонны расположены не по углам, а снизу.
 |
|
Вариация узла смыкания с четырьмя колоннами, две из которых для балансировки |
Регулируемая нижняя колонна позволяет перераспределить усилие смыкания по вертикали. Существуют вариации подобного узла смыкания, где нижняя колонна отстоит от верхних двух гораздо больше вниз, а также вариации с четырьмя колоннами: все расположены снизу, но две самые нижние имеют шарнирное крепление к плите и служат для балансировки равномерности распределения усилия по вертикали.
Рычажный узел смыкания

Усилие смыкания создаётся гидроцилиндром, расположенным снизу под плитами. Цилиндр по принципу ножниц раскрывает в нижней части рычаги узла смыкания, которые, в свою очередь, запираются в верхней части, создавая равномерное и одинаковое усилие смыкания на плиты.
Рычажный узел смыкания вообще не имеет направляющих колонн (плиты перемещаются по полозьям) и является наиболее механически устойчивым в долгосрочной эксплуатации, но и наиболее трудоёмким с точки зрения производства станка.
Крупногабаритный узел смыкания с двумя гидроцилиндрами

На крупнотоннажных машинах с головками аккумуляторного типа обычно не используются различного рода рычажные или притягивающие механизмы. В подобных машинах на каждую из двух плит просто ставится отдельный гидроцилиндр, который толкает свою плиту одновременно с противоположным цилиндром, который толкает свою. Плиты могут перемещаться как по полозьям, так и по направляющим колоннам, в зависимости от конфигурации конкретного станка.
У машин данного типа итоговое создаваемое усилие смыкания является суммой усилий сразу двух цилиндров, поэтому даже при умеренном типоразмере гидроцилиндров оно может составлять 400–600 кН.
Узел смыкания с гидрозамками

Этот специализированный тип узла смыкания не столь распространён, однако благодаря своей уникальности обязан быть упомянут в обзоре.
Последовательность работы узла смыкания с гидрозамками выглядит следующим образом:
- Нижний гидроцилиндр смыкает прессформу.
- Четыре цилиндра по углам плиты заводят штоки в специальные механические гидрозамки.
- Замки автоматически закрываются и зажимают штоки.
- Затем все четыре цилиндра переключаются на тянущее усилие.
- Поскольку замки держат штоки, тянущее усилие четырьмя цилиндрами ещё больше прижимает плиты и, самое главное, обеспечивает распределение усилия по всей поверхности плиты гораздо лучше, чем когда один цилиндр давит более или менее на центр.
Узел смыкания с гидрозамками применяется, например, в экструзионно-выдувных машинах SMC серии 30M, а также в машинах для производства сверхкрупных изделий, таких как 200-литровые бочки (в последнем случае это обычно комбинация узла с замками и крупногабаритного узла с двумя цилиндрами).
Распределение усилия смыкания по поверхности
Описанный последним тип узла смыкания с замками плавно выводит нас к важнейшей теме о распределении создаваемого гидроцилиндрами усилия смыкания по поверхности плит и прессформы. Распределение имеет не менее принципиальное значение, чем длина линии пережатия, давление воздуха или генерируемое цилиндром усилие, однако, к сожалению, не поддаётся точному расчёту.
Основы правильного распределения усилия смыкания сводятся к отсутствию чрезмерных перекосов между точкой приложения давления и областью его применения. Яркий пример подобного перекоса приведён на схеме:
 |
|
Жёлтым цветом обозначена условная прессформа, красной линией — линия разъёма, синим цветом показано расположение условных зон пережатия материала в донной части флакона и в верхней. Основная точка приложения усилия располагается напротив донной части, а не менее ответственная верхняя часть зоны пережатия остаётся значительно выше, при том что нижняя область плиты вообще остаётся свободной и не встречает сопротивления при смыкании. |
Узел смыкания с двумя направляющими колоннами по противоположным углам очень хорошо распределяет усилие по поверхности плиты за счёт широкого «обхвата» плит в комбинации с простотой механизма прямого действия. Ещё эффективнее работает узел смыкания с гидрозамками: благодаря одновременному давлению и на центр, и, главное, на все четыре угла плиты, достигается практически идеальное распределение усилия смыкания. Особенно если размер прессформы приближен к размеру самой плиты, и области линии пережатия более или менее равномерно распределены по периметру изделия.
Пример из практики автора: настраивая узел смыкания экструзионно-выдувной машины SMC 30M, мы могли воочию убедиться, насколько большой эффект имеет баланс распределения усилия смыкания по поверхности плиты, нежели просто большое усилие, применённое не на ту точку.
Нижний цилиндр смыкания SMC 30M обеспечивал толкающее усилие до 200 кН, при этом для производимых на данном станке канистр объёмом 20 и 30 литров должно было хватать по расчётам 160 и 175 кН соответственно. Однако при работе лишь одного этого цилиндра, несмотря на его номинальную достаточность для данной задачи, качество пережатия облоя было нечётким и нестабильным.
Если приглядеться к тому, как данный цилиндр механически прикреплён к плитам, то становится очевидным некоторый перекос: цилиндр больше стягивает плиты в нижней части. Но как только были активированы четыре дополнительных гидроцилиндра по углам плит, то баланс был достигнут незамедлительно — пережатие стало не просто лучше, оно стало идеальным, даже не взирая на не самое высокое качество той прессформы. Причём четыре угловых цилиндра работали на тянущем усилии и обеспечивали всего по 15 кН каждый, тем не менее эффект от их давления был не столько в цифрах, сколько в «натуральном выражении»: облой полу-отделялся ещё до поступления в узел обрубки.
Особое внимание распределению пережимаемых зон относительно точки приложения усилия следует уделить в узлах смыкания рычажного типа и узлах с нижним расположением колон. В этих узлах нет направляющих, которые могли бы сбалансировать смыкание по вертикальной оси, поэтому об этом необходимо позаботиться при конструировании оснастки. Например, если флакон сильно короче общей длины плиты, то снизу должны быть распорки (желательно регулируемые), с помощью которых можно более или менее регулировать распределение усилия по вертикали.
Последствия недостаточного смыкания
Основная причина появления данного материала как раз и состоит в необходимости выявления и обсуждения негативных последствий и эффектов, возникающих при недостатке смыкания (мы специально не употребляем термин «усилие смыкания», ведь, как мы выяснили выше, дело не только в усилии, но и в его распределении). Итак, попробуем систематизировать возникающие проблемы.
Первое и основное — это неуверенная обрубка облоя из-за плохого пережатия кромок. Плохим пережатием можно считать любую ситуацию, когда облой с изделия нельзя оторвать (или выбить) руками без специальных инструментов. Часто бывает так, что облой руками не отрывается, но машинные приводы вроде бы его всё-таки выбивают — такой режим работы должен настораживать, потому что обрубка в подобном режиме всегда будет нестабильной: при вас облой ещё отрубится, а в ночную смену будет оставаться на флаконе или застревать в подвижных частях машины. Если облой свободно отрывается рукой, то при обрубке машинными устройствами он должен не лениво и с трудом отрываться от изделия, а звонко и по хорошей траектории отлетать относительно одинаково каждый цикл. Именно таким всегда будет режим работы при достаточном пережатии кромок.
Другая проблема — это качество следа на линии пережатия после отделения облоя. Бахрома, заусенцы и просто слишком выдающаяся остаточная полоса от облоя — всё это прямое следствие недостаточного смыкания. В большинстве случаев эти дефекты сопровождаются ещё и ранее обсуждённой плохой обрубкой. При подобных проблемах все очень часто смотрят на качество и толщину обрезных кромок прессформы, но это неверный подход — прежде всего надо смотреть на усилие и распределение смыкания. Как показала практика, чтобы получить т.н. «нулевой» облой (след не более 0.2 мм по высоте от поверхности изделия), кромка вовсе не должна быть острой в прямом смысле этого слова. Кромки шириной 0.4–0.5 мм (а иногда и 1 мм) при должном смыкании вполне достаточно для максимально чистого отделения облоя. Пытаясь найти причину не в том месте, переработчики заостряют обрезную кромку до 0.2 мм и менее, что иногда даёт временное улучшение, но вскоре приводит к чрезмерному износу пресс-канта и ещё более глубокой проблеме.
Безусловно, и фактор прессформы имеет немалое значение. Очевидно, что малейшее занижение или завышение формообразующих фрагментов или фрагментов пресс-канта относительно поверхности соприкосновения полуформ влечёт к возникновению перекосов. Точно также износ или механические повреждения самой обрезной кромки приведут к возникновению «недожатий» в этих проблемных местах. Ещё один нюанс состоит в глубине полостей для размещения облоя (об этом мы писали в материале о производительности): при недостаточной глубине этих полостей чрезмерные сгустки облоя просто не позволят прессформе до конца сомкнуться, т.к. их некуда будет сдавливать.
Если вы испытываете проблемы с обрубкой облоя и/или с качеством следов после его удаления, то первое, что следует сделать это убедиться в достаточности смыкания. Самый простой способ это проверить (если у вас многогнёздная прессформа) — механически заглушить один или несколько ручьёв. Также можно попробовать снизить давление выдувного воздуха. Если проблема уменьшилась или полностью ушла, значит вы нашли причину.
Конечно, существуют различные технологические ухищрения частично помогающие работать даже при недостатке смыкания, это, например, увеличение скорости смыкания (тогда плиты за счёт некоторой инерции могут чуть лучше пережать облой), или увеличение времени охлаждения (более остывший облой легче рубится). Но любые подобные решения лишь отчасти помогают, да и у них есть минусы (слишком быстрое смыкание может вести к неверному складыванию или деформации рукава, а увеличение времени охлаждения снижает производительность), поэтому в конечном итоге для нормальной работы вам всё равно понадобится налаживать смыкание. Идеальное решение — заняться этим ещё на стадии подбора машины.
| Если у вас возникают проблемы, описанные в последней части статьи, свяжитесь с нами и мы подробно обсудим возможные варианты решений. |
