


Главная / Отраслевой блог / Тенденции экструзионно-выдувного формования — снижение затрат
Тенденции экструзионно-выдувного формования — снижение затрат
| Автор — Станислав Забелин Опубликовано в сети: 20 июля 2009 года В печатной прессе: №6, 2009 журнала «Пластикс» |
 |
Снижение себестоимости изделия — именно так можно коротко охарактеризовать общую тенденцию в развитии экструзионно-выдувного оборудования в последнее время. Безусловно, эта важнейшая составляющая любого бизнеса всегда вдохновляла экструзионно-выдувную индустрию, но сейчас эту идею уже можно назвать действительно превалирующей. Предыдущее «помешательство» производителей экструзионно-выдувной техники в основном сводилось к бесконечному увеличению количества гнёзд в одной машине, что также опосредовано направлено на снижение себестоимости изделия, но результат не всегда приводил именно к этому.
Известно, что себестоимость выдувного изделия складывается в первую очередь из материальной (сырьевой) себестоимости, а также из затрат на персонал и электроэнергию. Дополнительные расходы (например, такие как маркетинг или аренда помещений) здесь рассматривать бессмысленно, т.к. их размеры и методики пересчёта очень индивидуальны и неоднозначны.
Рассмотрим эти три составляющие в отдельности.
Снижение сырьевой себестоимости
Чем меньше весит изделие — тем меньше его себестоимость. Это самая прямолинейная и очевидная зависимость. Однако, понятно, что снижение веса приводит к снижению прочности и в результате ёмкость просто не отвечает положенным требованиям. Много лет назад экструзионно-выдувные машины стали почти повсеместно оснащаться системами паризон-контроля. Эти системы позволяют регулировать зазор экструзионной головки на лету по заданному профилю и таким образом, распределяя массу по нужным участкам изделия и срезая её с ненужных участков, достигалась оптимизация веса. Для ёмкостей начиная с 1-литровых выигрыш в весе был всегда, при любом дизайне бутылки. Паризон-контроль осуществлял вертикальную оптимизацию массы, т.к. профиль толщины регулируется по вертикали изделия снизу вверх (или наоборот). Мы могли облегчить (или утяжелить), например, нижнюю часть изделия, но не могли ничего поделать, если нужно облегчить, например, боковые стенки изделия относительно лицевых.
Сегодня разработаны и активно предлагаются всевозможные системы для радиальной оптимизации толщины стенки изделия. Самая «простая» система — это Static Flexible Die Ring (SFDR) или т.н. «гибкие фильеры».
 |
|
Фильера по технологии SFDR |
SFDR позволяет осуществлять тончайшее распределение полимерной массы по сечению изделия, которое невозможно достичь одним механическим профилированием фильеры. С помощью системы SFDR (конечно, вкупе с хорошо профилированной фильерой) можно укреплять углы и рёбра изделия и снижать массу у основных стенок. В результате изделие выдерживает те же нагрузки, а его конечный вес становится ниже. На 5-литровых канистрах это обеспечивает экономию на каждом изделии до 15–25 гр., а на 10-литровых — до 25–35 гр. Это потрясающие цифры, если говорить о промышленных масштабах производства.
Технология SFDR позволяет настраивать рукав в режиме, когда машина не работает, т.е. сечение рукава не меняется на лету, а устанавливается на всю длину изделия. Технология Partial Wall-thickness Distribution System (PWDS) идёт дальше. Система PWDS включает в себя не только «гибкую фильеру», но и исполнительные механизмы для сдавливания матрицы на лету (во время выхода рукава из головки), а также программное обеспечение для управления этим процессом. На экструзионно-выдувной машине с PWDS на наружной части головки в районе фильеры устанавливаются два гидроцилиндра — один напротив другого и перпендикулярно линии разъёма прессформы. Гидроцилиндры сдавливают фильеру (которая выполняется из особой эластичной стали) в нужный момент и таким образом «овализируют» рукав в нужных секциях. В этих секциях часть массы перемещается на шов разъёма, укрепляя его, и одновременно часть массы уходит из паразитических зон по бокам. На контроллере машины задаётся профиль сдавливания матрицы фильеры, что в итоге позволяет оптимизировать распределение массы на двух уровнях — вертикально с помощью паризон-контроля и радиально с помощью системы PWDS. Система PWDS начинает давать колоссальный выигрыш в весе начиная с канистр объёмом 20 литров, но также эффективна на канистрах 10 литров, при этом, конкурентоспособные бочки 100–200 литров без системы PWDS производить вообще невозможно.
Примечание: Технологии SFDR и PWDS разработаны и запатентованы небольшой немецкой компанией Feurerherm Ltd.
Принцип сдавливания и перемещения фильеры относительно мундштука не только в вертикальной, но и горизонтальной плоскости дал жизнь целому ряду других идей по оптимизации сечения рукава. Существуют специальные решения, где вокруг фильеры устанавливается не два, а целый ряд цилиндров. Эти цилиндры по заданному профилю перемещают матрицу фильеры относительно мундштука и гибко уменьшают или увеличивают толщину стенки в той или иной части рукава именно в горизонтальном сечении. Подобные системы нестандартны, исключительно дороги и применение им находится в производстве сложных деталей с очень неравномерным расположением относительно центра. Обычно это некоторые автокомпоненты, некоторые игрушки и другие «технические» детали.
Снизить сырьевую себестоимость можно не только путём уменьшения веса изделия.
В большинстве случаев смесь для выдува изделия включает в себя не только основной материал, но и добавки (как правило, красители). Поскольку процентная доля добавок в общей массе продукта не столь велика, обычно 1–3%, производители часто не придают большого значения расходам на их приобретение. С другой стороны, при небольшой доле добавки сами по себе обходятся достаточно дорого, во много раз дороже в пересчёте за 1 кг по сравнению с основным полимерным материалом. При этом, одно дело цена диоксида титана (обычный белый краситель), другое — цена специальных красителей редких цветов с всевозможными визуальными эффектами (перламутровый блеск и т.п.). Именно поэтому, в особенности в косметической отрасли, производители флаконов сегодня повсеместно переходят на двухслойные и трёхслойные технологии.
Соэкструзионно-выдувные машины, сконфигурированные для производства двух- или трёхслойных изделий, позволяют снизить расход дорогостоящих добавок в 10 раз, поскольку эти добавки включаются лишь в самый тонкий наружный слой флакона. Для производства флаконов со специальными поверхностями, например soft touch, двух- или трёхслойный метод производства является практически обязательным, т.к. дорогостоящие материалы, формирующие поверхность, вводятся не как добавки, а как основной материал. Можно себе представить разницу в себестоимости флакона содержащего 5 или 10% специального материала + оставшаяся масса обычного полиэтилена и флакона на 100%, состоящего из специального очень дорогого полимера.
Трёхслойная технология по сравнению с двухслойной обеспечивает больший масштаб экономической эффективности. Трёхслойный флакон в своём среднем слое может содержать больше вторичного сырья, чем стандартные 20–40%, полученные путём измельчения облоя и брака с этого же производства этого же флакона. В средний слой можно помещать либо «дроблёнку» от других изделий этого же предприятия (независимо от цвета, ведь этот слой не видно), либо вторичное сырьё, закупленное на рынке у специализированных переработчиков по более низкой цене, чем полностью первичное сырьё.
Снижение затрат на персонал + снижение процента брака
Вторая по значимости статья расходов на выдувном производстве — это персонал. Под сокращением затрат на персонал, естественно, не имеется ввиду уменьшение зарплат. Специалисты, тем более хорошие специалисты, тем более хорошие опытные специалисты обязаны стоить дорого. Сокращение затрат на персонал — это прежде всего автоматизация процессов.
Довольно давно ставшее стандартом на рынке автоматическое удаление облоя с выдувных изделий позволило снизить нагрузку на упаковщиков, количество которых теперь меньше, чем количество точек выемки продукции выдувных машин на предприятии. Для дальнейшего снижения количества упаковщиков можно использовать конвейерные и накопительные узлы, а также автоматизацию процесса упаковки продукции в плёнку и/или коробки.
Прежде всего, с помощью конвейеров можно объединить потоки готовых изделий с двухстанционной экструзионно-выдувной машины к одной точке выема. Это сразу снизит количество точек упаковки в два раза. При производстве однотипной продукции на нескольких машинах конвейерная сеть может быть продолжена и потоки изделий объединены не только с двух станций одной машины, но и сразу с нескольких выдувных машин. Снижение точек упаковки позволяет более рационально использовать каждую из них. Автоматическая конвейерная система может затем передавать готовые изделия сразу на линию фасовки/розлива или в автоматические узлы упаковки, где ёмкости будут обёрнуты плёнкой и/или упакованы в коробки и разложены по паллетам. В результате численность низкоквалифицированного персонала, выполняющего простую однообразную работу, можно снизить в несколько раз – практически до нуля.
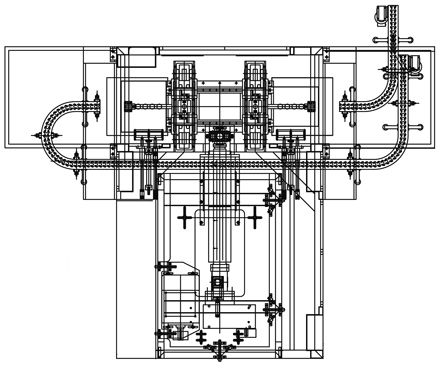 |
|
Схема экструзионно-выдувной машины с обводным конвейером для доставки изделий с двух станций к одной точке выема |
Другой важной областью применения автоматизации является проверка качества. Развитие этой технологической сферы также происходит непрерывно. Давно присутствующие на рынке тестеры герметичности постепенно обрастают всё новыми и новыми функциями. Сейчас можно контролировать не только герметичность, микротрещины и общую целостность изделия, но и лишние включения внутри горловины, неудалённый облой, вес и даже устойчивость изделия к вертикальным нагрузкам (основное прочностное требование к выдувным ёмкостям). Последние разработки специализирующихся в этой области компаний, таких как Delta Engineering из Бельгии, позволяют с помощью инфракрасных камер на лету просвечивать изделия на предмет неравномерных распределений стенки, лишних утолщений или наоборот слабых мест. Возможно также вести реестр проведённых проверок в удобном формате с передачей данных на компьютер, а при систематическом отклонении, например, от штатного веса узел проверки качества может сам подать необходимый сигнал на выдувную машину об увеличении или уменьшении зазора головки, чтобы вернуть вес в норму. Такая обратная связь выводит процесс экструзионно-выдувного формования на абсолютно новый уровень.
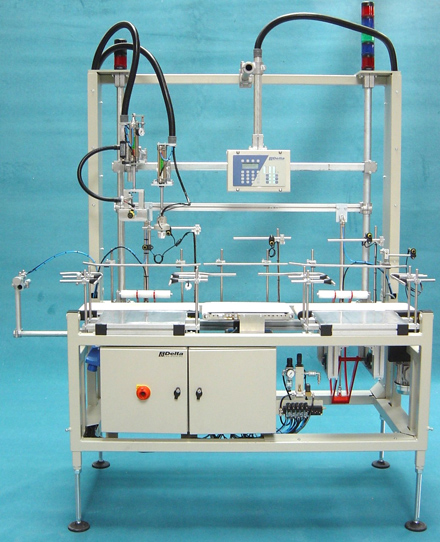 |
|
«Центр качества» от Delta Engineering |
Важнейшим является не только то, все эти стадии проверки в принципе осуществляются, а то, что происходит это автоматически для 100% потока готовых изделий. Обычные производственные упаковщики редко, когда действительно могут определить что-то, кроме совершенно очевидного брака. Как правило, в коробку (пакет) с готовыми изделиями летит всё, что более или менее похоже на готовое изделие, а в ночную смену вообще всё. Чтобы хоть как-то контролировать качество готовых выдувных изделий в попытках снизить процент брака, предприятия оборудуют целые лаборатории качества, нанимают дополнительных специалистов по качеству, которые постоянно (или время от времени) исследуют выборочные партии изделий. Все эти проверки, безусловно, дают пищу для размышлений и улучшений, но это несравнимо со 100% контролем и корректировкой качества изделий, которую обеспечивают полностью автоматизированные системы. Кроме того, чем меньше специалистов по качеству и дополнительных инженеров по оптимизации процесса, чем меньше наладчиков можно оставлять в ночную смену — тем меньше постоянные издержки предприятия.
Казалось бы, описанные транспортные, упаковочные системы, узлы контроля качества не относятся напрямую к выдувному оборудованию и не производятся непосредственно производителями выдувных машин. С другой стороны, профессиональные поставщики выдувного оборудования уже давно перестали быть просто продавцами станков. Поставка полноценных линий для производства выдувных изделий, включающая в себя и экструзионно-выдувную машину и множество дополнительных устройств и систем, доводящих процесс до идеального, это сложная инженерная работа. Такая работа предполагает серьёзную ответственность, требует опыта, знаний и энтузиазма, и именно этого ожидают современные клиенты от современных поставщиков, что также можно назвать одним из важнейших трендов в выдувном формовании.
Снижение затрат электроэнергию
Наименьшая из трёх основных статей затрат на выдувном производстве — электроэнергия. В производстве методом литья под давлением на термопластавтоматах обозначена совершенно чёткая тенденция к сокращению затрат на электроэнергию путём применения полностью электрических машин — это действительно сокращает затраты на электроэнергию в несколько раз. Электрические выдувные машины также появляются, но их экономическая эффективность впечатляет не столь сильно — экономия потребления электричества составляет «лишь» 25%.
Это связано с иной концепцией работы экструзионно-выдувной машины по сравнению с термопластавтоматом. В экструзионно-выдувной машине основным потребителем является экструдер, который вращается постоянно, пока машина работает, со стабильным количеством оборотов в минуту. Экономить здесь не на чем, экструдер итак имеет электрический привод, и снизить его энергопотреблением можно только путём использования более эффективных моторов и более эффективных шнеков. Развитие в этой области происходит постоянно. Более энергоэффективные моторы переменного тока приходят на смену моторам постоянного тока (которыми до сих пор частенько комплектуют свои машины европейские производители). Эффективность шнеков также увеличивается и при тех же диаметрах удаётся «снимать» всё больше и больше полимера в единицу времени.
Что касается других потребителей электричества, а именно движений машины, то здесь также концепция выдувной техники отличается от ТПА. Движения экструзионно-выдувной машины (перемещение каретки, открытие/закрытие прессформы, вырубка облоя) более равномерны между собой с точки зрения расхода электроэнергии и, в особенности на двухстанционных машинах, следуют непрерывно друг за другом. В том числе благодаря грамотному использованию гидроаккумуляторов такая схема работы машины практически не приводит к наличию временных периодов, когда гидравлика работает вхолостую.
В экструзионном выдуве отсутствуют такие привычные для литья под давлением понятия как: высокоточный высокоскоростной впрыск материала под огромным давлением, высокоточный набор дозы с мгновенной раскруткой и остановкой шнека и быстрое создание огромного усилия смыкания (большинство экструзионно-выдувных машин под упаковку генерируют усилие смыкания не более 8–12 тонн). Поэтому электрические приводы не дают выдувной машине никаких преимуществ в скорости или точности — те задачи, которые ставятся, решаются гидравликой с аналогичной скоростью и точностью.
В результате по-настоящему актуальные преимущества электрической выдувной машины по сравнению с гидравлической сводятся к 25% экономии электричества. Стоит ли это требуемых дополнительных инвестиций каждое предприятие может посчитать и решить для себя самостоятельно.
Помимо сердца линии, т.е. экструзионно-выдувной машины, ощутимыми потребителями электроэнергии являются охладители, компрессоры и дробилки. Мельчить, т.е. подбирать эти узлы по мощности «в притык», чтобы сэкономить электричество не стоит, однако некоторую оптимизацию провести всё-таки можно.
В частности, для более энергоэффективного использования охладителей следует разделить потоки охлаждающий воды на гидравлическое масло и на прессформы. Эти точки охлаждаются с достаточно разной температурой (формы 7–9 градусов, масло 15–25 градусов). Кроме того, можно использовать популярные сегодня фрикулеры, которые позволяют использовать абсолютно бесплатные возможности климата для охлаждения оборудования. Немного сэкономить мощность компрессоров можно путём централизации их подбора и использования мощных ресиверов.
Резюме
Сегодня предлагается достаточное количество вариантов для оптимизации выдувных производств, для снижения издержек при сохранении или улучшения качества. Очевидно, что для того, чтобы воспользоваться этими возможностями сначала необходимо в них инвестировать. Можно удивляться, но вышеперечисленными возможностями на предприятиях России и СНГ всецело не пользуется практически никто. Остаётся надеяться, что подход «сэкономить, чтобы потом ещё сэкономить» в сознании предприятий будет постепенно заменяться принципом «инвестировать, чтобы снизить издержки и увеличить эффективность».
| Если вы в поиске путей оптимизации своего выдувного производства, свяжитесь с нами и мы подробно обсудим возможные варианты решений. |
