


Главная / Отраслевой блог / Периферия в экструзионно-выдувном формовании
Периферия в экструзионно-выдувном формовании
| Автор — Станислав Забелин Опубликовано в сети: 6 ноября 2008 года В печатной прессе: №9, 2008 журнала «Пластикс» |
 |
Сердцем линии по производству экструзионно-выдувных емкостей, безусловно, является собственно экструзионно-выдувная машина (основное оборудование), однако для работы необходимо и дополнительное (периферийное) оборудование. В экструзионно-выдувном формовании вся периферия делится на две большие категории: обязательная и рекомендуемая. Обязательным для процесса является непрерывная подача сжатого воздуха и циркуляция воды для охлаждения (гидравлического масла, прессформ и других элементов), а также подготовка сырья в случае использования гигроскопичных материалов. Рекомендуемое дополнительное оборудование – это всевозможные системы для работы с сырьём (подача, переработка, смешивание) и некоторые другие узлы в зависимости от конкретного производственного проекта.
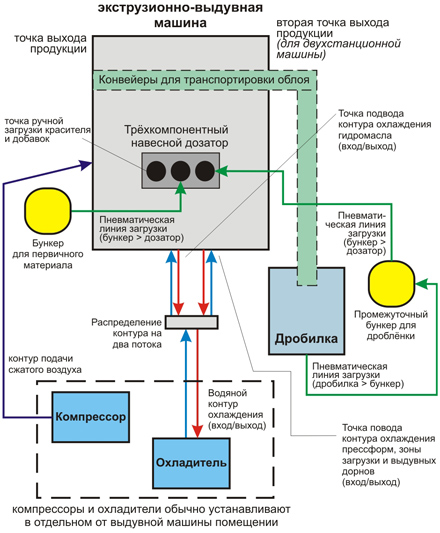
Типовая схема взаимодействия периферийных устройств с основным оборудованием:
В первой части нашего материала мы поговорим об обязательном дополнительном оборудовании, а во второй – о рекомендуемом.
Обязательное дополнительное оборудование
Компрессор
Вся концепция технологии выдувного формования вообще и экструзионно-выдувного формования в частности основана на использовании сжатого воздуха для придания окончательной формы изделию из эластичной пластиковой заготовки (будь то рукав или разогретая преформа). В экструзионно-выдувном формовании используют давление 7-8 бар.
Непрерывная генерация сжатого воздуха для выдувной машины осуществляется воздушными компрессорами. Учитывая, что выдувная машина постоянно без резких скачков требует подачи сжатого воздуха, компрессор должен быть готов к интенсивной безостановочной генерации воздуха. При этом понятно, что работающий постоянно на пределе своей мощности и без пауз компрессор будет потреблять чрезмерное количество энергии, а главное – чересчур быстро исчерпывать свой ресурс.
По этим причинам для экструзионно-выдувного формования лучше всего подходят компрессоры винтового типа с заведомо более высокой производительностью, чем нужно выдувной машине в единицу времени и обязательно с ресиверами (хранилищами сжатого воздуха). Подобранный таким образом компрессор опережает по производительности сжатого воздуха потребность выдувной машины и накапливает этот воздух в ресивере, уже из которого он попадает в выдувную машину. В этом режиме работы у компрессора есть возможность время от времени «передохнуть», что хорошо сказывается и на потреблении энергии и на ресурсе техники.
Основное применение сжатого воздуха – технологическое: непосредственный выдув изделий, а также поддув рукава до смыкания. Поскольку воздух непосредственно касается пластика, к его качеству предъявляются определённые требования. Самое главное из этих требований и одновременно самое нарушаемое на небрежных производствах – минимизация содержания влаги. Чрезмерное содержание влаги привносит целый ворох негативных технологических эффектов, возникающих в процессе выдува; общий смысл этих эффектов сводится к потере стабильности процесса и качества выпускаемых ёмкостей. Другим пожеланием к качеству воздуха является минимизация содержания масла. Чрезмерное содержание компрессорного масла в сжатом воздухе оказывает некоторое негативное влияние не только на сам технологический процесс, но и на элементы пневматической системы выдувной машины. Для некоторых фармацевтических и/или пищевых производств даже используют более дорогие полностью безмасляные компрессоры, что, впрочем, является требованием/пожеланием конкретного стандарта чистоты отдельно взятого предприятия и не является обязательным для экструзионно-выдувного формования в принципе.
Проверенные европейские производители компрессорной техники, такие, например, как Atlas Copco, предлагают к своим компрессорам специальные фильтры отчистки от масла и от влаги. Использование таких дополнительных фильтров гарантирует получение правильного воздуха для стабильного выдувного формования.
Охладитель (чиллер)
Подавляющее большинство экструзионно-выдувных машин сегодня работают на гидравлических приводах. Гидравлическое масло нагревается в процессе работы, но имеет определённый диапазон температуры, при котором его гидродинамические свойства остаются стабильными, поэтому, естественно, масло требует постоянного охлаждения. Охлаждение масла происходит в маслоохладителе выдувной машины, где поток масла проходит рядом с потоком холодной воды и путём интенсивной теплопередачи – охлаждается.
Другой ключевой элемент экструзионно-выдувного процесса, требующий охлаждения – это прессформы. Задача системы охлаждения прессформы – обеспечить максимально быстрое затвердевание изделия после принятия им окончательной формы. Для эффективного решения этой задачи через прессформу в единицу времени нужно пропустить как можно большее количество воды с как можно меньшей температурой. От того насколько хорошо решается эта задача и будет в основном зависеть время цикла, а значит производительность машины.
Наконец, охлаждаются в выдувной машине также выдувные дорны, которые непосредственно касаются горячей горловины изделия (и без охлаждения перегреваются и прилипают к горловине) и зона загрузки экструдера.
Охлаждение реализуется путём циркуляции воды в замкнутом контуре между машиной и чиллером. Общий смысл системы сводится к тому, что охлаждённая в чиллере вода поступает в машину, где забирает тепло у масла и прессформ, а затем вновь попадает в чиллер, где вновь охлаждается до предыдущей температуры и процесс повторяется. Чиллер обеспечивает охлаждение воды за счёт теплообмена между нагретой водой и хладагентом (например, R407C, низкокипящая жидкость, которая при кипении забирает тепло у воды). При помощи компрессора хладагент циркулирует в замкнутом контуре охладителя, а циркуляция воды между машиной и чиллером обеспечивается насосом охладителя.
Как правило, экструзионно-выдувные машины имеют две пары вход-выход. Одна пара ведёт к маслоохладителю, а другая – к гребёнке, распределяющей воду на прессформы, выдувные дорны и зону загрузки экструдера. Перед каждой из прессформ обычно имеется отдельная многоканальная гребёнка, которая разделяет поток воды на количество каналов, соответствующее количеству каналов охлаждения, выполненных в прессформе. Если количество каналов на гребёнке меньше, чем количество каналов в прессформе, то получается, что в единицу времени мы не впрыскиваем в форму максимальное количество воды минимальной температуры, ведь вода в канал охлаждения прессформы, на который не нашлось места в гребёнке, вынуждено попадёт из другого канала прессформы, нагревшись после его прохождения.
 |
|
Чиллер Piovan большой мощности со снятым кожухом |
Наиболее требовательным к мощности охлаждения элементом являются прессформы. Для их охлаждения рекомендуется использовать воду с температурой на входе в машину не более 7-8 градусов (а при наличии возможности и меньше, ведь при использовании «незамерзающей» воды её температуру можно доводить до ноля градусов) и мощным водопотоком с давлением воды 5-6 бар. Оба параметра: температура и водопоток – одинаково важны. Необходимо стремиться как к снижению температуры воды, так и к увеличению интенсивности водопотока. Для решения первой проблемы необходимо позаботиться о том, чтобы чиллер имел заведомо высокую мощность компрессора, способного обеспечить охлаждение быстропроходящей воды и сохранять стабильную температуру на выходе (если мощность компрессора охладителя недостаточна, то он не сможет длительное время поддерживать заданную температуру воды и она будет постепенно расти); кроме того, с помощью вентиляционных систем должен быть обеспечен полноценный вывод тепла от вентиляторов чиллера на улицу, в противном случае холодный воздух не будет проходить через конденсатор с хладагентом (охлаждая его), что не позволит чиллеру работать с максимальным КПД. Максимальный водопоток обеспечивается мощным насосом чиллера и максимальными диаметрами проходных сечений водяного контура (диаметр шлангов, штуцеров и фитингов).
Для охлаждения масла достаточно температуры 14-16 градусов и гораздо меньшей интенсивности прохода воды через маслоохладитель. В связи с этим для достижения максимальной эффективности системы охлаждения рекомендуется использовать отдельный чиллер небольшой мощности на масло и отдельный чиллер большой мощности на прессформы. Впрочем, для небольших машин такое разделение на два охладителя чаще всего означает чрезмерные инвестиции, поэтому практикуется разделение обычно на производствах с более, чем одной выдувной машиной или с одной машиной, но очень большого типоразмера.
Чиллеры лучше всего покупать в Европе. Во-первых, цены на европейские, в частности итальянские, охладители не принципиально отличаются от цен на азиатские модели. Во-вторых, холодильная техника исключительно чувствительна к тяжёлой и длительной транспортировке, что приводит к тому, что чиллеры, доставленные мультимодальным транспортом из Азии, часто приходят с повреждёнными контурами и вытекшим хладагентом. Азиатские производители чиллеров как будто смирились с невысокой популярностью их техники в Европе и в последние годы незаметны ни в маркетинговой активности, ни в каких-либо технических инновациях. Таким образом, доминирование европейских и в особенности итальянских производителей охладителей лишь увеличивается. Среди марок, проверенных годами не только в мире, но и в странах СНГ можно назвать, например, итальянскую компанию Piovan.
Подготовка сырья
Полиолефины и поливинилхлорид не гигроскопичны и не требуют предварительной просушки за исключением случаев внештатного попадания влаги в мешки или хранилища с сырьём. Полиамид, поликарбонат и полиэтилентерефталатгликоль (ПЭТГ) следует просушивать специальными влагоустраняющими устройствами с силикагельными ситами. Эти устройства абсолютно аналогичны применяемым в литье под давлением и других технологиях переработки пластмасс. Полистирол, который также иногда применяется в экструзионно-выдувном формовании, можно просушивать обычной горячевоздушной бункерной сушилкой.
В зависимости от производительности машины бункеры сушильных устройств поставляются в напольном исполнении или в навесном.
Рекомендуемое дополнительное оборудование
Подача и смешивание сырья
Современные высокопроизводительные экструзионно-выдувные машины уже невозможно обеспечивать полимерным сырьём простым периодическим высыпанием его в воронку машины из мешков. Это связано не только с физическими неудобствами и сопутствующим человеческим фактором, но, прежде всего с тем, что полимерное сырье, подаваемое в экструзионно-выдувную машину, является смесью первичного материала, вторичного (т.е. «дроблёнки») и, как правило, цветовых добавок. Качество смеси, подаваемое в горловину экструдера выдувной машины, является одним из определяющих параметров стабильности всего процесса.
Любой экструзионно-выдувной процесс предполагает уход 30-50% сырья в технологический облой, который всегда (за редкими исключениями) полностью идёт на вторичную переработку. Таким образом, в конечном итоге 100% исходного сырья перерабатывается в выдувные изделия. Сложность состоит в том, чтобы обеспечить равномерное количество первичного сырья и дроблёнки в потоке материала, попадающего в экструдер. Речь идёт о равномерности именно весового содержания, ведь один и тот же физический объём содержит разный вес первичного сырья и дроблёнки. Дроблёнка имеет форму неравномерных частиц, маленьких «обрубков» в то время, как первичное сырьё представлено в форме одинаковых гранул.
Обычная пневматическая подача сырья из бункера с материалом с помощью вакуумного загрузчика не работает (по крайней мере, достаточно технологично) в экструзионно-выдувном формовании. Лёгкие куски дроблёнки пролетают шланг пневмозагрузчика с другой скоростью относительно гранул первичного материала. Поэтому даже если в исходном бункере первичное сырьё и дроблёнка были перемешаны очень хорошо, то после обычной пневматической загрузки в экструдер смесь будет попадать неравномерными кусками. Таким образом, экструзионный рукав от цикла к циклу будет состоять из разного соотношения первичка/дроблёнка, а значит и процесс потеряет в стабильности (в первую очередь рукав нужной длины при тех же оборотах шнека будет выходить из головки каждый раз за разное время).
Чтобы обеспечить стабильность нужно решить две проблемы:
- Обеспечить качественное перемешивание первички и дроблёнки
- Донести эту смесь, не теряя качества перемешивания, в горловину экструдера
Обеспечить качественное перемешивание вручную без дополнительных устройств в принципе можно, но это занимает длительное время и может потребовать отдельного человека не говоря уже о пресловутом человеческом факторе, вследствие которого работа может быть выполнена хорошо в этот раз, но плохо – в следующий. В связи с этим, для смешивания первичного сырья и дроблёнки (и здесь же подмешивание красителя) лучше использовать специальные устройства – смесители (дозаторы). Смесители (дозаторы) делятся на две большие категории – объёмные и весовые (гравиметрические).
Обычный объёмный дозатор для однослойного экструзионно-выдувного формования состоит из трёх бункеров (первичка, дроблёнка, краситель). Каждый из бункеров оснащён снизу маленьким шнеком. Путём подбора диаметров этих шнеков и управления скоростью их вращения можно дозировать количество каждого из компонентов, выходящее из соответствующего бункера в разгрузочную зону смесителя. Если дозатор установлен прямо на горловине экструдера, то полученная смесь в том же виде идёт на переработку, однако если используется напольный дозатор, то при пневмопередаче смеси возникнут проблемы, описанные выше. Мы рекомендуем использовать навесные дозаторы, однако, если по причинам каких-то ограничений в помещении, по причинам производственных предпочтений (например, при централизованной подготовке сырья в одном смесителе для нескольких машин) или другим причинам всё же используются напольные дозаторы, то необходимо решить вопрос загрузкой смеси в машину.
 |
|
Объёмный дозатор Piovan на три компонента (первичка, вторичка, добавка) |
В этом случае загрузку можно осуществлять специальными шнековыми загрузчиками. Эти загрузчики передают сырьё не пневматикой по гибкому шлангу, а длинным стальным шнеком, вращающимся в специальной пластиковой трубе. Таким образом, во время передачи сырья из смесителя в экструдер сохраняется исходное качество смеси.
 |
|
Гравиметрический дозатор Piovan |
В многослойном экструзионно-выдувном формовании скорость выхода расплава из экструдера имеет ещё более принципиальное значение, т.к. это оказывает влияние на распределение толщин слоёв в общей массе стенки изделия. Чем больше нестабильность выхода потока тем большими будут колебания процентного соотношения слоёв относительно друг друга (чем больше поток, генерируемый одним экструдером, тем толще слой за который «отвечает» этот экструдер).
По этой причине для соэкструзионного выдува рекомендовано применение гравиметрических (весовых) дозаторов. Обычный дозатор просто вращает шнек, приблизительно регулируя объём подаваемого компонента; объём, но не массу. Как сказано выше, дроблёнка представлена в бесформенных частицах, поэтому при том же количестве оборотов шнека дозатора её может попасть в экструдер больше или меньше. Гравиметрический дозатор взвешивает количество подаваемого материала и, следовательно, позволяет соблюсти стабильную рецептуру смеси, что обеспечивает стабильную экструзию.
Гравиметрическое дозирование в выдуве в общем-то рекомендовано не только для многослойных применений. Наиболее прогрессивные производства однослойных выдувных изделий так же стараются применять весовое дозирование, ведь ключ к успешному выдувному формованию – стабильность всех параметров, факторов и процессов.
Сбор облоя
При использовании внутри-машинных систем удаления технологического облоя (а такие системы применяются сейчас почти повсеместно) «лишний» пластик вырубается (или срезается) и просто падает вниз. В зависимости от типа устройств удаления облоя и системы внутренних склизов в машине точки выпадения могут быть расположены по-разному, однако всегда есть возможность собрать их из-под машины специальной конвейерной лентой.
Небольшая по высоте (от пола) горизонтальная конвейерная лента располагается с лицевой стороны машины прямо под узлами смыкания. Ширина этого конвейера подбирается таким образом, чтобы беспорядочно ссыпающийся облой всегда попадал на ленту, а не на пол. Облой, упавший на пыльный пол, ещё менее приветлив при вторичной переработке, чем чистая дроблёнка, поэтому для дополнительной защиты по краям конвейера устанавливают пластины-ограждения. Эти пластины выполняют роль склизов, и улетевший в сторону фрагмент облоя благодаря такой защите всё равно спускается на ленту, а не мимо. Длина конвейерной ленты должна охватывать все точки выпадения облоя, т.е. всю ширину машины, а иногда и больше (если применяются ротационные срезчики облоя).
 |
|
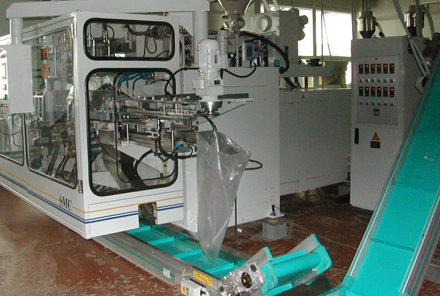
Экструзионно-выдувная машина SMC 3000DSTL с горизонтальным и наклонным конвейером |
Задача конвейера, описанного выше, собрать весь облой из-под машины. Вторая задача – транспортировка облоя непосредственно в дробилку и для этого используется второй конвейер. Второй конвейер обычно устанавливается перпендикулярно первой ленте и имеет наклонное направление транспортировки для подъёма облоя с горизонтального конвейера в приёмное окно дробилки.
Переработка
В отличие от дробилок, используемых для ТПА, которые задействованы время от времени, дробилки, приставленные к экструзионно-выдувным машинам, работают постоянно и это лишь часть их специфики. К другим особенностям выдувных дробилок можно отнести следующее:
- Необходимость перерабатывать не только толстые и горячие фрагменты облоя, но и периодически целые выдувные изделия – внутренняя камера и система ножей дробилки должна быть спроектирована таким образом, чтобы изделие не подпрыгивало на ножах, а сразу разрубалось.
- При отстройке машины могут возникать большие объёмы брака к переработке – дробилка должна быть способна в течение получаса-часа спокойно измельчать количество полимера в три-четыре раза превышающее штатный режим (дробление только облоя).
- Кроме того, после отстройки накапливается количество дроблёнки заведомо превышающее её обычную пропорцию – дробилка должна либо иметь большую встроенную камеру для временного хранения излишков облоя, либо быть соединена пневмозагрузчиком с отдельностоящим хранилищем уже из которого дроблёнка будет передаваться дальше в смеситель-дозатор.
- Дроблёнка составляет 30-50% смеси, из которой производится выдувное изделие, поэтому качество дроблёнки напрямую влияет на стабильность экструзионно-выдувного процесса и качество изделия – дробилка должна измельчать облой и брак в максимально равномерные и одинаковые по форме частицы.
- На кусках облоя и, особенно, на бракованных изделиях (которые обычно просто бросают на пол, а потом собирают) скапливается пыль и грязь, поэтому дробилка должна иметь хорошую систему пылеотделения.
Правильное дробление – ещё один фактор стабильности экструзионно-выдувного формования. Наиболее профессиональные и проверенные решения можно получить у компаний, специализирующихся именно на регрануляции. Наиболее известный эксперт по дробилкам и мировой лидер в этом направлении – шведская компания Rapid. Rapid выпускает модели, исполнения и различные опции к дробилкам в зависимости от применения и не только имеет специальную линейку для выдувного формования, но несколько сублинеек для конкретных выдувных задач.
 |
|
Конвейер и защитный кожух от Rapid |
Интересным предложением от Rapid является комплексная система для экструзионно-выдувного формования, состоящая из дробилки, системы удаления пыли со стойкой для установки мешков, системы передачи дроблёнки в последующее хранилище, наклонного конвейера с мощным металлоуловителем и кожуха, закрывающего приёмноё окно дробилки и, таким образом, значительно снижающего шумность (это очень актуально, т.к. выдувная дробилка работает постоянно).
Важность периферийного оборудования
Экструзионно-выдувное формование – сложная и чувствительная к каждой мелочи технология (автору известны случаи, когда на производственные параметры влияло простое открытие или закрытие форточки). Стабильность экструзионно-выдувного формования складывается «по кирпичикам» и правильно подобранное периферийное оборудование является важным элементом этого «строения».
Экструзионно-выдувное производство должно быть технологической линией, где каждый из узлов взаимосвязан и подобран в соответствии с поставленной задачей. Само обозначение «периферийное оборудование» обманчиво намекает на второстепенность этого элемента, однако в реальности, закрыв глаза и сэкономив на каких-то из дополнительных устройств, многие затем удивляются – почему открытие форточки влияет на стабильность процесса?
| Если в ваших планах создание выдувного производства с полным автоматическим циклом переработки сырья, качественным охлаждением и сжатым воздухом, свяжитесь с нами и мы подробно обсудим возможные варианты решений. |
